


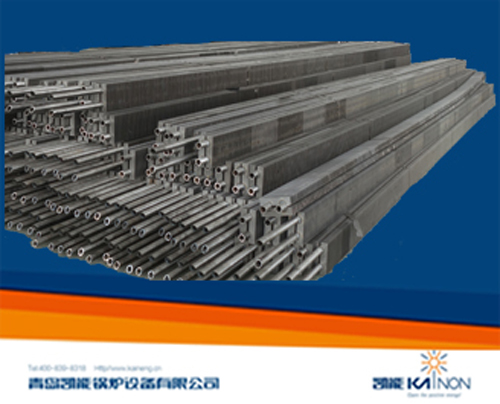
H型鳍片管换热元件生产厂家

鳍片管是为了电站锅炉、工业锅炉、工业窑炉、船舶动力装置等排烟余热回收,充分利用余热,节能环保减排提高燃料利用率,而在系统烟道的尾部布置的强化换热元件。本实用新型涉及一种双H型鳍片管强化换热元件,其特征是1.鳍片对冲焊接在钢管表面2.鳍片焊接部位接触采用多个锯齿形,受热面均匀焊接牢固,焊角成形均匀表面圆滑,无夹渣气孔焊瘤,焊透率达97%。
鳍片管是为了回收电站锅炉、工业锅炉、工业窑炉、船舶动力装置等排烟余热,有效提高燃料的利用率,而在系统烟道的尾部布置的强化换热元件。
双H型鳍片管在结构设计上,对管子的易结灰部位采取了分离式结构,克服了螺旋片管易积灰、堵灰、和燃气阻力的缺点,是螺旋翅片管的改进型产品。另外,鳍片管的肋片成悬臂梁结构,在脉冲气流的作用下,肋片发生振动更有利除灰的处理。
双H型鳍片管,一方面,扩展受热面可以增大传热系数,另一方面,扩展受热面单元具有自清灰功能,可以减缓烟尘在受热面上的沉积、堵塞和磨损,特别是减缓磨损可以确保受热面合理的使用寿命,是余热锅炉安全经济运行的基础。
一种新型双H型鳍片管强化换热元件,采用新型鳍片管焊接工艺,鳍片焊接部位接触采用多个锯齿形,受热均匀焊接牢固,焊接成形均匀表面圆滑,无夹渣气孔焊瘤,焊透率达97%。
鳍片管鳍片三点式焊接形式,制造双H型鳍片管强化换热元件所用材料20#钢、ND钢碳含量和杂质含量低,焊接性好,因此鳍片管焊缝内在质量容易保证。构成鳍片管的管子和鳍片部分均有长度大、壁厚小的特点,特别是焊缝长度大,焊后焊缝部位会产生很大的纵向残余拉应力,焊缝远处的鳍片则受压应力作用,容易引起弯曲变形、波浪变形和扭曲变形。
鳍片管焊接结构中焊缝对称分布,由于先期焊缝产生的应力和变形对后续焊缝有影响,焊件的装配和焊接顺序不同,在生产过程中结构刚性的递增以及对焊接变形的影响也不同。如果焊接受热不均匀,焊缝收缩不一致会导致鳍片管产生弯曲变形和扭曲变形。同时,焊缝纵向收缩力也会使刚性较小的鳍片受压失稳即产生波浪变形。因此选择好的装配焊接顺序以选择残余变形量较小的方案。
目前鳍片管焊接工艺的主要问题是鳍片波浪变形不符合要求。鳍片产生波浪变形的主要原因是焊接残余压应力过大,为了避免或降低波浪变形,必须使焊接残余压力值低于某一临界应力值,为此新型双H型鳍片管鳍片焊接部位采用多个锯齿形的办法,相当于减小鳍片管局部刚度,受热均匀从而减小了焊接过程中产生的压缩塑性变形量,使焊缝附近纵向残余拉应力降低,同时也大幅度降低了远离焊缝部分鳍片所承受的残余压应力,因此显著减小了鳍片波浪变形量。
试验结果:焊缝外观和熔深变形等符合技术条件要求,5米长小于1.5mm,鳍片管焊后鳍片弯曲变形、扭曲变形和波浪变形均得到了有效控制。

24小时客服,如果您对以上H型鳍片管感兴趣或者有疑问,请点击联系我们网页右侧的在线客服或致电400-839-8318


相关资讯



产品推荐

- 硅铁合金矿热炉余热锅炉由过热器段、蒸发器段、省煤器段及其附属设备和附件等组成。硅铁合金矿热炉余热锅炉利用硅铁合金冶炼炉排…

- 瓦斯发电机组余热锅炉:是专为瓦斯发电机组的烟气余热回收而设计的专用高效节能产品。该余热锅炉用于瓦斯发电机组联合循环发电装…

- 燃气内燃发电机组余热锅炉是专为发电机组的烟气余热回收而设计的专用高效节能产品。采用H型鳍片管强化传热元件扩展受热面,水管烟…

- 焦化炉余热锅炉采用强制循环即汽、水工质在管内是依外力(给水泵、热水循环泵)驱动。这样可使受热面布置不受任何限制,且使受热…
同类文章排行
- 节能环保余热锅炉:烟气余热利用实现绿色发展
- 低温省煤器技术创新引领行业新潮流,
- 为什么要做发电机组尾气余热利用?
- 余热发电和火力发电哪个更环保清洁?
- 关于烟气余热回收锅炉的工作原理介绍
- 余热发电与火力发电的优劣势对比
- 认识燃气轮机余热发电的工艺流程
- 沼气发电机组的烟气余热回收利用
- 不容忽视的烟气余热回收锅炉的节能效益
- 余热发电和火力发电的成本有什么区别?
 鲁公网安备 37028102000404号
鲁公网安备 37028102000404号